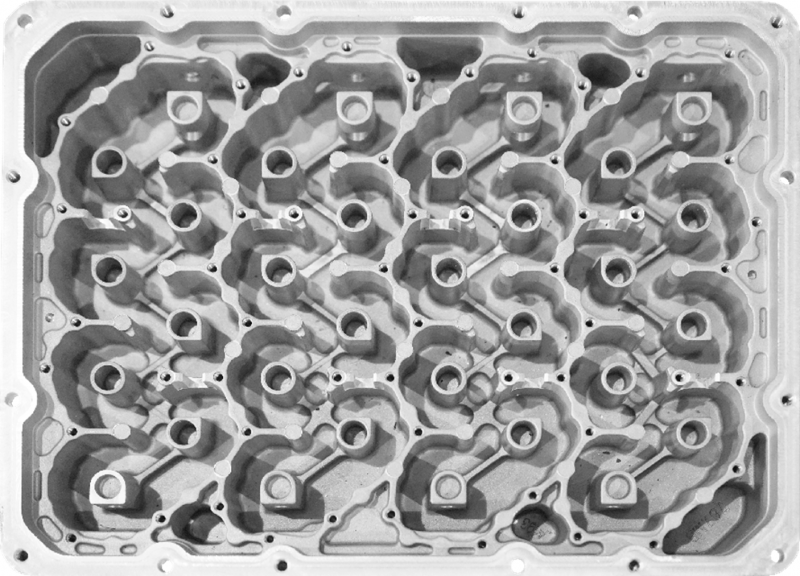
【广州数控】25i加工中心解决方案 | 5G通讯滤波器腔体
发布日期:2025-07-14 18:18
01 行业痛点
快速定位较多
该零件特征种类较多,需反复换刀,无形增加了非加工时间的占比。
零件螺纹孔占比高
钻孔和攻丝的效率对整体加工效率影响大,传统攻丝速度较低。
零件加工面多
零件加工面多,需要进行多道工序加工。如果多次装夹,会增加装夹成本和时间成本。
02 解决方案
高加速度技术
GSK 25i数控系统拥有S曲线加减速、加加速度控制等技术,机床在执行快速定位时,系统会自动启动高平滑起停算法。该技术可避免跟随误差,同时显著提升快移速度的运行效率。
高速钻攻技术,攻丝Smax:6000rpm
运行GSK 25i数控系统的高速刚性攻丝和高速攻孔功能,可实现多孔加工最优解。
多轴控制技术
通过GSK 25i数控系统控制机床进行四轴联动,实现复杂表面、多维度特征的精密加工。
03 客户收益
提升快移速度高达60m/min,加速度达1.2g。S6000rpm高速攻丝,攻M3螺纹1秒/孔,钻D4底孔0.7秒/孔(S12000/F1400)。最终实现加工速度提高28%;
原本3台机床工序集约到1台机床上完成,节省了设备投入成本。

 ×
×